








沖壓 是一種冷沖壓加工方式,藉助於專用沖壓設備的動力重擊材料,將材料塑造成模具規範的形狀與尺寸。沖壓加工大致可區分為剪切、彎曲、成型及沖孔等幾種不同的加工型式。沖壓所用的工具機稱為沖床,而所用的模具則稱為沖壓模具(分為單冲模及連續模)。相對於鍛造是對熱的金屬進行成型,沖壓通常是在冷金屬板上進行的,沖壓加工成型的產品強度較高,具穩定、結構一體化的特性,其技術應用範圍相當廣泛,常見於重工業、電子電機產品內的電子零組件、汽車業的汽機車零配件,傢俱組件、運動器材配件或是五金零配件。
沖壓 是一種冷沖壓加工方式,藉助於專用沖壓設備的動力重擊材料,將材料塑造成模具規範的形狀與尺寸。沖壓加工大致可區分為剪切、彎曲、成型及沖孔等幾種不同的加工型式。沖壓所用的工具機稱為沖床,而所用的模具則稱為沖壓模具(分為單冲模及連續模)。相對於鍛造是對熱的金屬進行成型,沖壓通常是在冷金屬板上進行的,沖壓加工成型的產品強度較高,具穩定、結構一體化的特性,其技術應用範圍相當廣泛,常見於重工業、電子電機產品內的電子零組件、汽車業的汽機車零配件,傢俱組件、運動器材配件或是五金零配件。
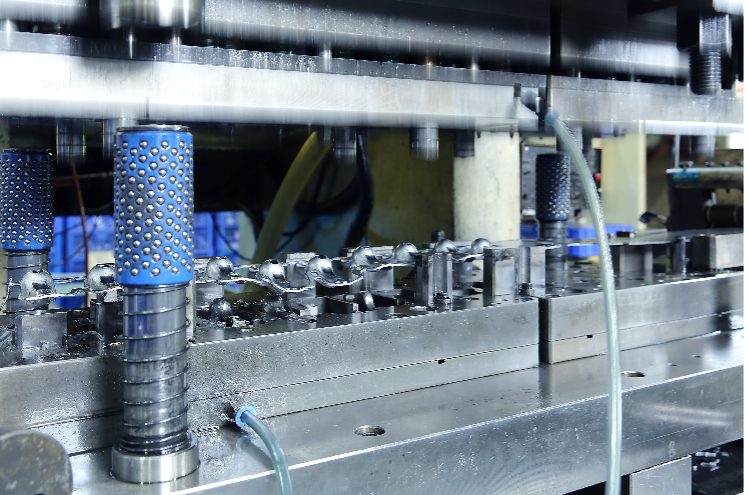
在一個沖床機台完成一個工序,如折曲、沖孔、裁切、引伸、拉伸、束口、成型其中一個。單沖模具應用普遍,結構簡單,製造容易,模具價格較便宜,但生產效率低。沖壓技術員會手持金屬板放上沖床,以腳踩或雙手按壓啟動按鈕,讓模具往下沖出形狀。
連續模是指沖壓機在一次行程中,依次在幾個不同的位置上,同時完成多道加工的沖模。連續成型是加工集中的工藝方法,連續模的優點更是能在一台沖壓機台上完成多道工序。但因為有多道工序需要考慮,因此模具設計的複雜程度就會比較高,模具費用也會比較貴。
在一個沖床機台完成一個工序,如折曲、沖孔、裁切、引伸、拉伸、束口、成型其中一個。單沖模具應用普遍,結構簡單,製造容易,模具價格較便宜,但生產效率低。沖壓技術員會手持金屬板放上沖床,以腳踩或雙手按壓啟動按鈕,讓模具往下沖出形狀。
連續模是指沖壓機在一次行程中,依次在幾個不同的位置上,同時完成多道加工的沖模。連續成型是加工集中的工藝方法,連續模的優點更是能在一台沖壓機台上完成多道工序。但因為有多道工序需要考慮,因此模具設計的複雜程度就會比較高,模具費用也會比較貴。
焊接 是以加壓或加熱的方式,焊線達到熔點後熔化將兩個或多個金屬材料結合成為一體的焊接方法,可以分為熔焊、壓焊、釬焊三大類。順吉位主要使用CO2、混合氣熔焊焊接法與點焊技術。
焊接 是以加壓或加熱的方式,焊線達到熔點後熔化將兩個或多個金屬材料結合成為一體的焊接方法,可以分為熔焊、壓焊、釬焊三大類。順吉位主要使用CO2、混合氣熔焊焊接法與點焊技術。
焊接機器人是一種高度自動化的焊接設備。根據國際標準化組織ISO對焊接機器人的定義,焊接機器人是多用途的、可重複編程的自動控制操作機(Manipulator),具有三個或更多可編程的軸,用於工業自動化領域。焊接機器人在最佳模式下運行,可穩定焊接質量、精準焊道位置、節省工作時間。
點焊,是指加壓使工件緊密接觸,焊接時利用柱狀電極接通電流,當足夠的電流通過時,電阻熱將上下工件接觸部分熔化,金屬冷卻後形成焊點,兩個工件結合完成。點焊適合機車車身和車廂等的焊接,但不能焊接有密封要求的部品。
彎管 是改變管道方向的管件。在管子交叉、轉彎、繞樑等處,都可以看到彎管。常見的彎管機種類可以分為:手動式,機械式,電動式,液壓式。彎管加工是在生產後進一步提高其性能優勢的一種方法。加工後的彎管將有更長的使用壽命和更廣泛的應用。彎管一般具有較好的伸縮性、耐壓高、阻力小等優點。
彎管 是改變管道方向的管件。在管子交叉、轉彎、繞樑等處,都可以看到彎管。常見的彎管機種類可以分為:手動式,機械式,電動式,液壓式。彎管加工是在生產後進一步提高其性能優勢的一種方法。加工後的彎管將有更長的使用壽命和更廣泛的應用。彎管的一般具有較好的伸縮性、耐壓高、阻力小等優點。